

Quantum NXT™ – Water Conservation
Water is one of the most precious life-giving resources on our planet. Limited availability of clean water continues to be one of our greatest global challenges. Water is an important resource for semiconductor manufacturing. The semiconductor industry is one of the largest consumers of the resource, and a single facility can use over 2 million gallons of Ultra-Pure Water (UPW) a day. Water conservation has been a part of the industry’s focal point to minimize environmental impact from a global standpoint as well as within the community where a facility operates.
Companies continue to invest in conservation programs aimed at finding new ways to reduce water consumption, reuse water in their facility, and recycle/reclaim water. A prime consideration of the industry has become how to balance water usage against the additional processes that require UPW to maintain and increase yields.

Water conservation is even more important today, with the need for UPW and specifically for Hot Ultra-Pure Water (HUPW) in advanced technologies. HUPW is used to reduce variation and increase yield; enhance rinsing efficiency, remove residue, reduce thermal shock, heat the backside of the wafer to control etch rates, and enhance drying on the front side of the wafer. HUPW mixed with other chemistries controls the etch rate, reduces variation, and reduces the amount of other hazardous materials that can harm the environment and be expensive to neutralize or discard.
Highly efficient point-of-use Deionized (DI) water heaters have been used to advance process performance and improve yield. To stabilize the process and to reduce variation, the majority of the UPW heaters on the market require a minimum flow. This water is usually heated and diverted directly to a drain. Other heaters in a multi-chamber tool require a high flow to drain, in order to reduce the variation from chamber to chamber and multiple chambers running at once, due to the response times.
This requirement wastes millions of liters of water per year, as well as the energy to heat the water when idle. To address these issues, a heater is needed that is 1) highly responsive to change in flow, yet 2) doesn’t require any flow when idle. Meeting these two criteria would eliminate wasted energy and reduce the millions of liters of water which are consumed even at low flow rates. Meeting these two criteria would enable the reduction of water usage as new processes are developed using HUPW to improve yield.
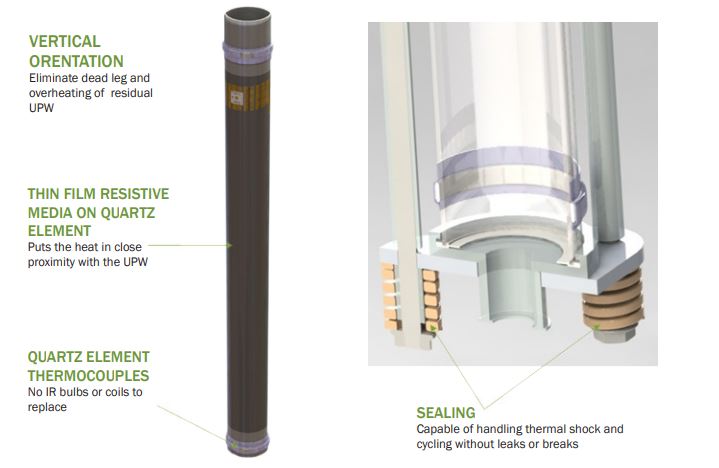
The proven technology of Quantum NXT™ (QNXT) by Trebor International has satisfied both criteria by being highly responsive and by not requiring flow when idle for the better part of two decades. First, the QNXT water heater is designed with an input flow meter and a patented thin-film-on-quartz technology for a very fast response time. Second, the low thermal mass that eliminates any energy dissipation issues and the removal of dead legs allow the QNXT heater to run with no flow, or at a minimum idle flow if desired to prevent bacterial growth.
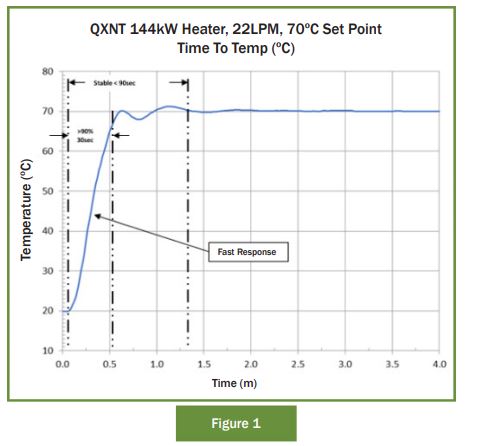
In the first example, a QNXT 144kW heater with a flow of 22lpm can reach >90% of a 70ºC temperature setpoint in less than 30 seconds and will have minimal variation in less than 90 seconds (see Figure 1). Temperature is measured at the element output. Variation will decrease downstream from the heater.
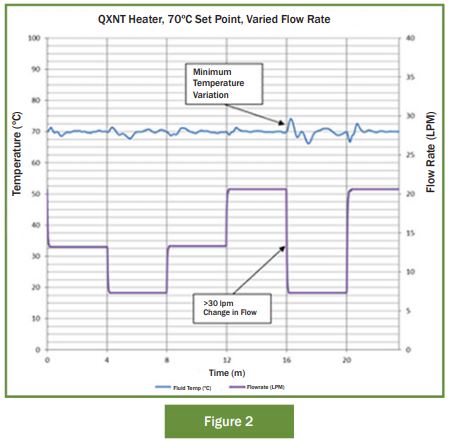
Due to the low thermal mass of the QNXT Heating Element, temperatures are held stable even with extreme changes in flow. Figure 2 shows that with the QNXT heater, the flow changes from 21 lpm to 7 lpm while only introducing a couple of degrees temperature variation. This is advantageous in multi-chamber spray tools that can exhibit large flow variation.
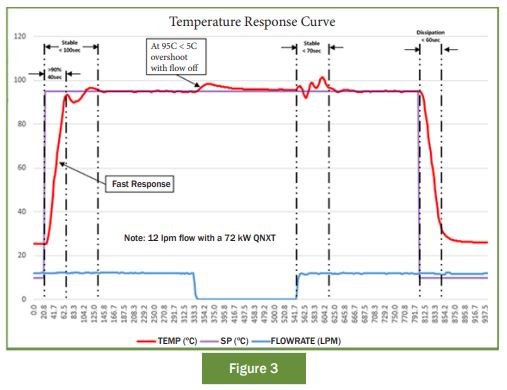
For a more demanding example, a 72kW QNXT heater was used to heat 12 lpm water from ambient ~23ºC to 95ºC with flow from 12 lpm to 0 lpm. As illustrated in Figure 3, the temperature ramps to within 10% of setpoint in less than 40 seconds. Within 100 seconds the QNXT has ramped from ambient to the 95ºC setpoint and has minimal variation. When flow is shut off or at no flow, the temperature rises less than 5ºC and quickly dissipates the residual energy. When flow is returned after 3 minutes of idle time, the temperature is already at setpoint and takes less than 70 seconds to have minimal variation.
Wet Bench RCA
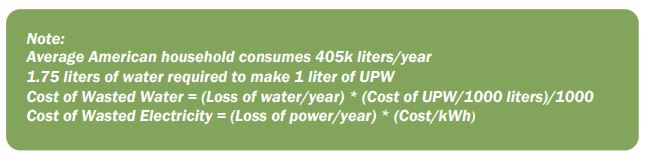
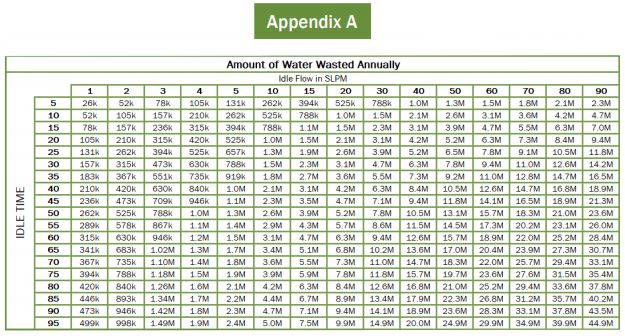
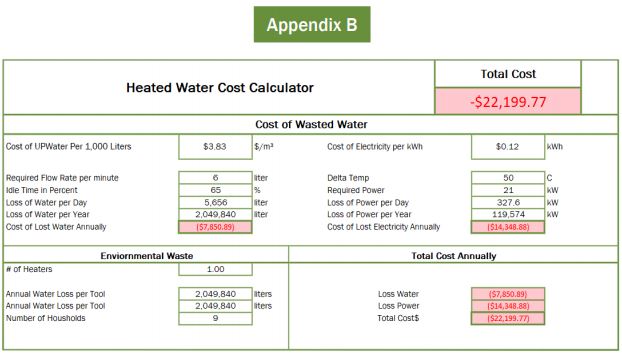
The Quantum NXT™ technology is extremely advantageous in terms of water and power conservation. Even small flows of heated UPW going to the drain can add up to over a million liters per year of wasted water and energy. That is equivalent to the usage of 5 average American households. The following cost calculations use a $3.83/liter for UPW and $0.12kWh for electricity. Actual costs may vary.
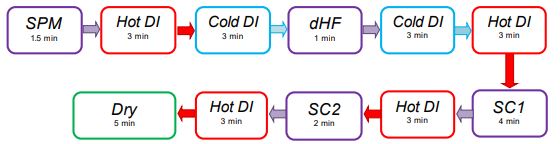
To demonstrate the magnitude of savings realized using QNXT technology, process flows for typical cleans were evaluated for a wet bench and a spray tool. For the wet bench, a typical RCA clean was evaluated. The process layout for the wet bench is illustrated in the flowchart:
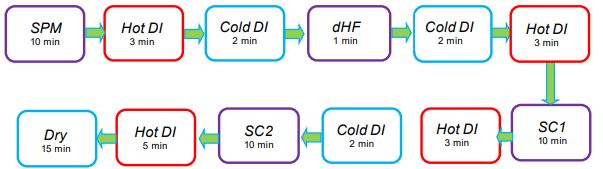
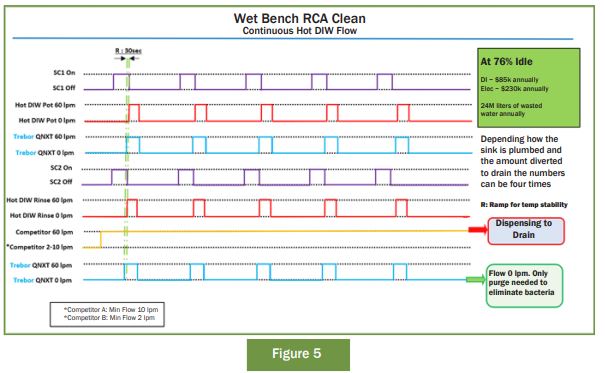
In the following graphs (Figures 4-7), the purple plot corresponds with the purple blocks above. They are labeled on the y axis. The red plot shows the corresponding hot water rinse as seen above in red, and is associated with the process in purple above. The blue plot shows the QNXT heater compared to the demand of the wet bench tool in red, while the orange plot displays a competitor’s heater demand of the wet bench tool in red. The first graph is separated into two, Figures 4 and 5. Whereas Figure 4 illustrates the SPM and the dHF modules or steps, Figure 5 illustrates the SC1 and SC2 portion of the process.
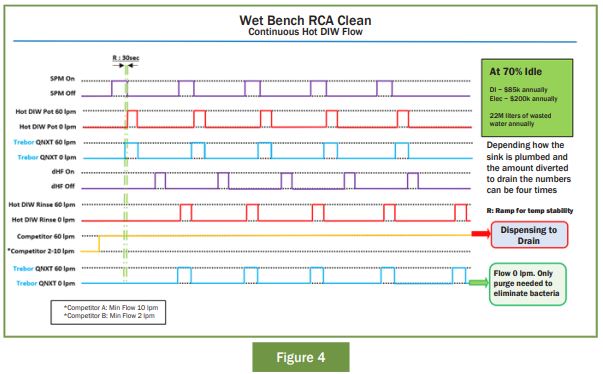
For certain applications and due to the performance of the heater, it is necessary to run the heater continuously and divert the water from process to drain and back again to maintain process control. Figures 4 and 5 illustrate the difference between a competitor’s continuously running heater compared to the QNXT heater. Assuming a wet bench requiring 60 lpm is continuously running at 100% Overall Equipment Effectiveness (OEE), the hot water sink would be idle 70% of the time (3-minute rinse time divided by the 10 minute SPM time). The water savings would be 22 million liters annually per sink using QNXT technology.
Assuming the same scenario running at 80% OEE, which is more typical, the hot water sink would be idle 76% of the time. The water savings would be approximately 24 million liters annually per sink. Continuous running heater on a wet bench with four Hot UPW rinse pots, without QNXT technology
- 96 million liters wasted annually
- Cost of wasted UPW ~$340k annually
- Cost of wasted energy ~ $0.9M annually
- Equivalent to 416 average American household
For a less extreme example illustrated in Figures 6 and 7, assuming the same wet bench requiring 60 lpm, but with a minimum flow rate of 4 lpm and continuously running at 100% OEE, the hot water sink would be idle 70% of the time. The water savings using QNXT technology would be 1.46 million liters annually per sink.
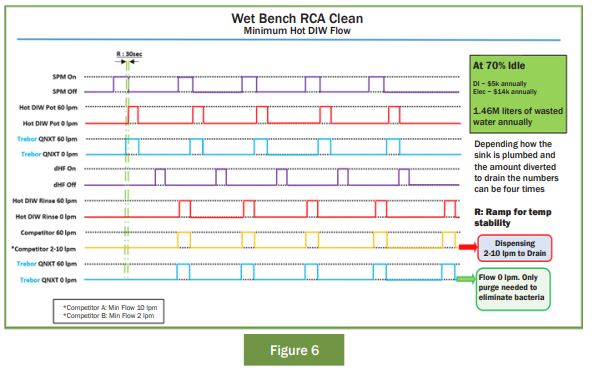
Assuming the same scenario running at 80% OEE, which is more typical, the wet bench would be idle 76% of the time. The water savings would be approximately 1.6 million liters annually per sink using QNXT technology. Continuous running heater on a wet bench with four Hot UPW rinse pots, without QNXT technology:
- 6.4 million liters wasted annually
- Cost of wasted UPW ~$24k annually
- Cost of wasted energy ~ $60k annually
- Equivalent to 28 average American households
Spray Tool RCA Clean
For a dispense/spray tool, a typical RCA clean was evaluated. The example below is assuming one chamber per spray tool. Calculations may increase for multi-chamber systems. The process step for the clean recipe is illustrated in the flowchart:
In the following graphs (Figures 8-9), the purple plot corresponds with the purple blocks above. They are labeled on the y axis. The red plot shows the corresponding hot water rinse as seen above in red, and is associated with the process in purple. The blue plot shows the QNXT heater and its demand of the spray tool, while the orange plot displays the competitor’s heater and its demand of the spray tool. For certain applications and due the the performance of the heater, it is necessary to run the heater continuously and divert the water from the process to drain and back again to maintain process control. Figure 8 illustrates the difference between a continuously running heater with and without QNXT technology.
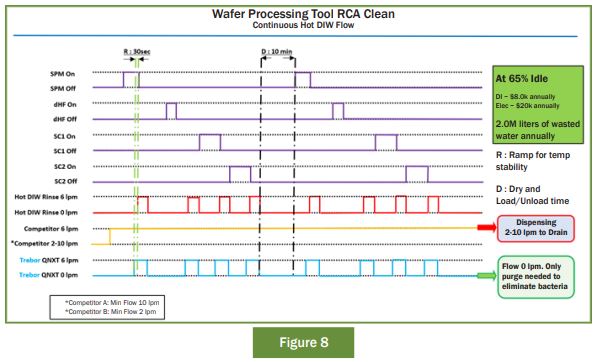
Assuming a spray tool requiring 6 lpm is continuously running at 100% OEE, the HUPW on the spray tool would be idle 65% of the time. The water savings would be 2.0 million liters annually per spray tool with QNXT technology. Assuming the same scenario running at 80% OEE, which is more typical, the HUPW on the spray tool would be idle 72% of the time. The water savings would be approximately 2.2 million liters annually per spray tool with QNXT technology. Continuous running heater on a HUPW spray tool, without QNXT technology:
- 2.2 million liters wasted annually
- Cost of wasted UPW ~$8k annually
- Cost of wasted energy ~ $22M annually
- Equivalent to 10 average American household
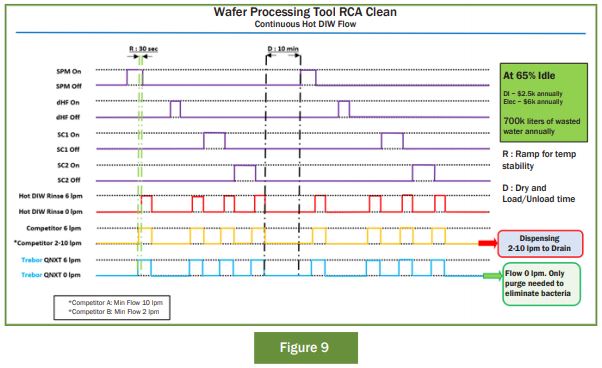
Assuming the same spray tool requiring 6 lpm, but a minimum flow of 2 lpm is continuously running at 100% OEE, the HUPW on the spray tool would be idle 65% of the time. The water savings would be 700k liters annually with QNXT technology. Assuming the same scenario running at 80% OEE, which is more typical, the spray tool would be idle 72% of the time. The water savings would be approximately 750k liters annually per spray tool with QNXT technology. Running the heater at 80% OEE on the above spray tool, without QNXT technology:
- 750k liters wasted annually
- Cost of wasted UPW ~$3k annually
- Cost of wasted energy ~ $7k annually
- Equivalent to 3 average American household
The same scenario using competitor A’s heater, with a minimum flow requirement of 10 lpm at a process flow of 6 lpm flow rate, would require water to flow 4 lpm down the drain during processing, not to mention the 10 lpm when idle. Continuously running at 100% OEE, the HUPW on the spray tool would be idle 65% of the time. The water savings using QNXT technology would be 3.4M liters annually while idle and an additional 700k liters while running for a total of 4.1M liters saved annually.
Assuming the same scenario for competitor A’s heater running at 80% OEE, which is more typical, the spray tool would be idle 72% of the time. The water savings would be approximately 750k liters annually per spray tool with QNXT technology. Running the heater at 80% OEE on the above spray tool, without QNXT technology:
- 4.4M liters wasted annually
- Cost of wasted UPW ~$16k annually
- Cost of wasted energy ~ $55k annually
- Equivalent to 19 average American household
It is evident that using the Quantum NXT™ water heater will reduce water waste as well as costs. Patented Quantum NXT™ technology is highly responsive during periods of flow demand, but at the same time does not require any flow when idle. These features can help significantly decrease UPW consumption, and therefore help microelectronics industries meet water conservation goals for UPW consumption while simultaneously reducing cost. Quantum NXT™ technology also addresses the problem of wasting energy to heat UPW just to send it down the drain. In addition, Quantum NXT™ technology enables the reduction of water usage as new processes demanding HUPW continue to be developed to improve yield.
This reduction in HUPW lowers the Cost of Ownership (COO) for the Quantum NXT™ compared to other DI water heaters. Another COO advantage of the Quantum NXT™ is its low maintenance and heater module Mean Time Between Failures (MTBF). Using the Sematech E10-96 method, the MTBF for the Quantum NXT™ heater modules has been calculated to be approximately 20 years, significantly longer than other HUPW DI water heaters in the industry. Additionally, the patented Quantum NXT™ technology provides the highest purity flow path compared to other industry heaters and is particle-neutral to maximize yields, resulting in additional cost savings.
In conclusion, as the need to conserve water becomes more important to our communities and the industry, both for environmental sustainability and for cost reduction, new ways of approaching the problem are needed. The Quantum NXT™ technology developed by Trebor has targeted optimal design criteria for point-of-use DI water heaters as a way for fabricating facilities to save millions of liters of UPW and to save power annually. If your fabricating facility sees advantages in this Quantum NXT™ technology in terms of meeting your conservation and cost goals, or if you have any questions, please contact your local representative.
Click here to download our Water Savings Paper.